Ultraäänihitsaus
perusteet ja peruselementit - liitosmenetelmät
Kestomuovien ultraäänihitsaus
Ultraäänihitsaus on kestomuovien liittämismenetelmä liimauksen, ruuviliitoksen ja teippauksen ohella.
Ultraäänihitsaus soveltuu kestomuovien sekä amorfisten, että osakiteisten liittämiseen, koska sen edellytyksenä on liitettävien materiaalien sulaminen.
Katso muovien amplituditaulukko.
Ultraäänihitsaus on massatuotannossa vähän energiaa vievä, edullinen ja lisäaineeton liittämismenetelmä.
Ultraäänihitsausprosessi on helposti automatisoitavissa. Käytettäessä korkeita taajuuksia, saadaan liitettävien kappaleiden hitsauksen jaksoaika erittäin lyhyeksi. Muita hyviä puolia ovat tehokkuus, puhtaus, hyvä toistettavuus, välitön hitsauksen jälkeinen käsittelymahdollisuus ja korkea saantoprosentti.
Hermeettiset liitokset ovat mahdollisia. Lisäksi materiaalin sulaminen tapahtuu vain hitsattavalta alueelta, jolloin vältytään lämpökuormituksen aiheuttamilta ongelmilta muilla alueilla.

Ultraäänihitsauksen perusteet
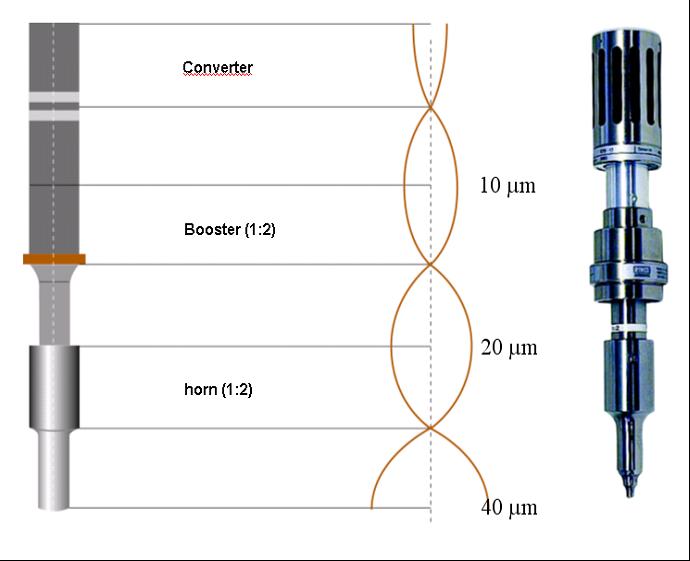
Matalataajuinen sähköenergia muutetaan generaattorin ja piezoelektrisen keraamisen muuntimen (konvertteri) avulla korkeataajuiseksi mekaaniseksi energiaksi.
Värähtelyenergia välitetään äänipäällä hitsattavaan ylempään kappaleeseen, jonka kautta värähtelyenergia johtuu osien väliseen liitospintaan. Suurimman puristuksen alaisena oleva alue sulaa ensimmäisenä. Sulamista pyritään hallitsemaan ja ennakoimaan oikealla kappaleen liitossuunnittelulla. Liitospinnassa värähtelyenergia aiheuttaa liitettävien pintojen kuumenemisen syklisen jännityksen aiheuttaman molekyylien liikkeen, sekä liitospintojen välisen kitkan avulla.
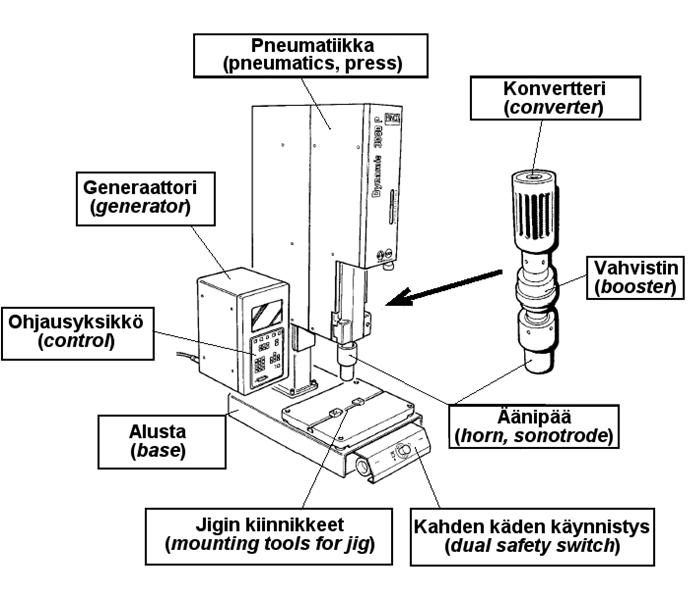
Ultraäänihitsauslaitteiston peruselementit
• Yleisimmät taajuudet ovat 20, 35, 40 ja 70 kHz:ä.
• Mitä korkeampi taajuus on, sitä pienempi laitteisto (korkeammilla taajuuksilla aallonpituus lyhyempi).
Ultraäänihitsauksen liitosmenetelmiä
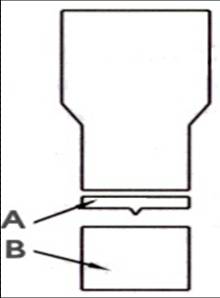
Kappalehitsaus
Äänipäätä vasten oleva A-kappale saadaan värähtelemään
B- kappaletta vasten.
Yleisimmillään pienten koteloiden liitoshitsausta sekä kansien ja ikkunoiden hitsausta matkapuhelimiin.
Käyttökohteita esimerkiksi elektroniikka-, muovi-, auto- ja
lääketeollisuudessa.
Pistehitsaus
Liitetään kaksi levymäistä kappaletta yhteen ilman
hitsausharjaa tai erityisiä hitsausrakenteita.
Yleisin taajuus 35 kHz. Käyttöalueita pakkausteollisuudessa,
elektroniikkateollisuudessa sekä laajenevana alueena autoteollisuus.
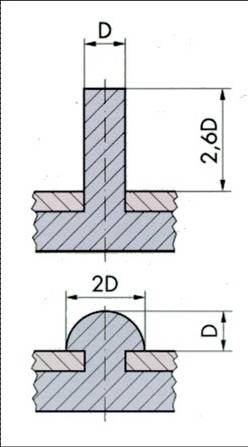
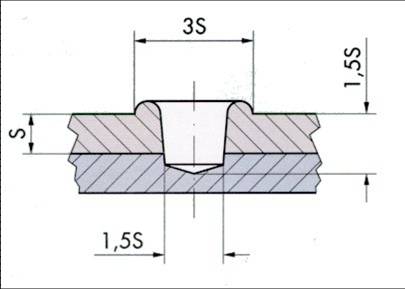
Niittaus
Yhdistetään kaksi kappaletta toisiinsa kiinni sulattamalla ultraäänen
avulla niittaustappi.
Dynaamista kuormaa kestävä liitos.
Yleisimmät taajuudet ovat
35 ja 70 kHz:ä.
Käytetään esimerkiksi elektroniikkateollisuudessa.
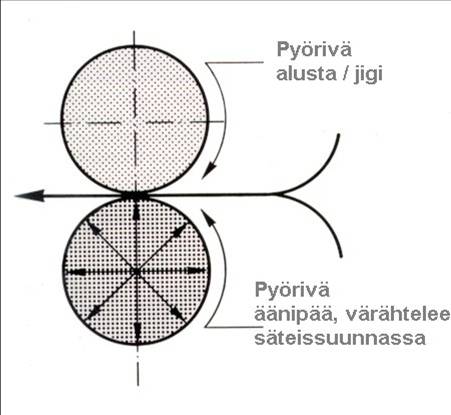
Jatkuvan sauman hitsaus
Kolme yleisintä menetelmää:
1. Kiinteällä äänipäällä ja alasimella hitsattavat saumat.
2. Kiinteällä äänipäällä ja pyörivällä alasimella hitsattavat saumat.
3. Pyörivällä äänipäällä ja pyörivällä alasimella hitsattavat saumat.
Hitsaustaajuudet yleisesti 20 ja 35 kHz:ä.
Käytetään tekstiili-, pakkaus- ja muoviteollisuudessa.

Leikkaus
Veitsimäinen äänipää leikkaa jigikappaletta vasten tai
tasomainen äänipää ajetaan leikkaavaa alasinpyörää kohti.
Taajuudet 20 ja 35 kHz:ä.
Käyttökohteita tekstiili-, pakkaus- ja muoviteollisuudessa.

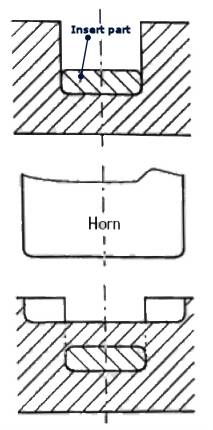
Upotteiden hitsaus (insertit)
Äänipäällä painetaan yleensä metallinen tai muovinen
upote muovikappaleeseen kiinni.
Taajuudet 20 ja 35 kHz:ä.
Käytetään esimerkiksi elektroniikkateollisuudessa.
Muovaus
Ultraäänellä lämmitetään materiaalia, joka muovataan tai lukitaan
äänipään muodoilla esim. toiseen muovikappaleeseen kiinni.
Taajuudet 20 ja 35 kHz:ä.
Käytetään esimerkiksi elektroniikkateollisuudessa.